 発電所で使用されるタービンブレードを精密研削研磨する仕事です。
発電所で使用されるタービンブレードを精密研削研磨する仕事です。
研磨前、ブレード先端の厚みは1.2mm程度ですが、お客様からの寸法指定により、研磨後の厚み0.8mmとし
公差−0.1mmに抑えてほしいとの依頼です。
タービンブレードが太い下端から細い先端に向かって形状を整えながら切削研磨します。
 下端から削っていき、最終的には先端の厚みを一定にするには高度な技術が必要となります。
先端部はもちろん、下端部分を余計に削ってしまうと先端の寸法に影響が生じNGとなってしまします。
作業後、ギロチンゲージという特殊検査機器を使用し、形状のうねり、隙間等の検査を行います。
下端から削っていき、最終的には先端の厚みを一定にするには高度な技術が必要となります。
先端部はもちろん、下端部分を余計に削ってしまうと先端の寸法に影響が生じNGとなってしまします。
作業後、ギロチンゲージという特殊検査機器を使用し、形状のうねり、隙間等の検査を行います。
■加工前・加工後の比較(先端部分を上から撮影)
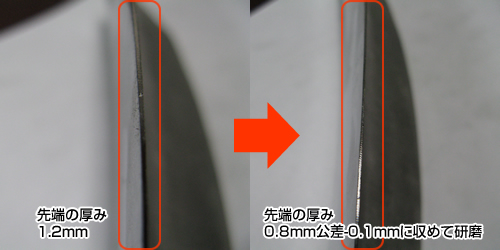
先端の厚み1.2mm→先端の厚み0.8mm公差-0.1mm
加工後、先端の厚みを一定にします。